Mix-cooler control system
Unlock the full potential of your mixing cooler
Temperature-resistant process
Correct addition of moisture to cold and warm sands
Good access
No measuring devices within the cooler: Low levels of wear and simpler inspection
Cleaner solution
Self-cleaning moisture electrodes
Data gathering via the ethernet
Comprehensive logging of the measurement data
![]()

Task
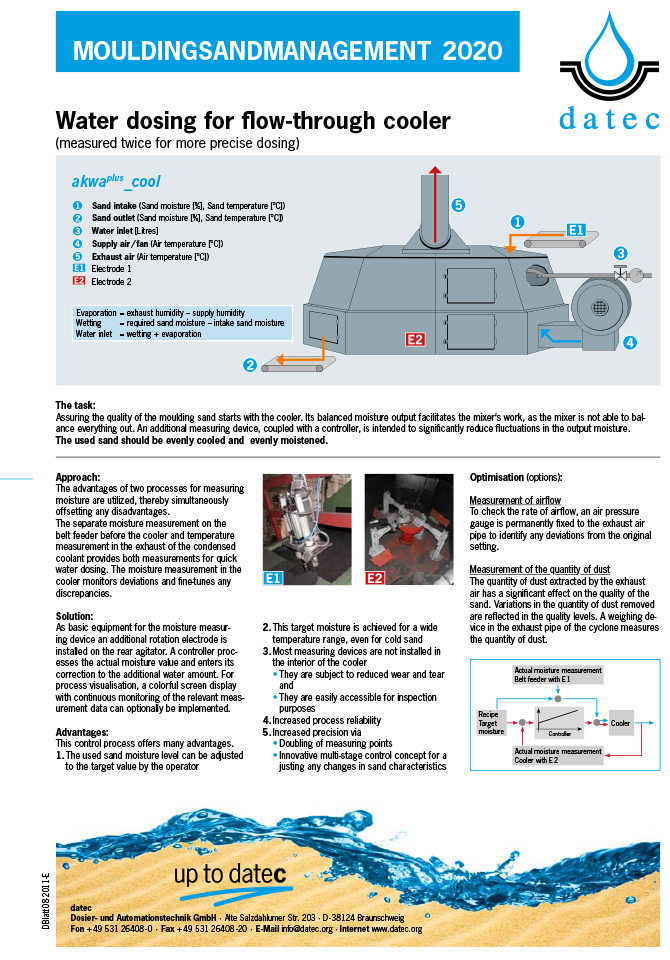
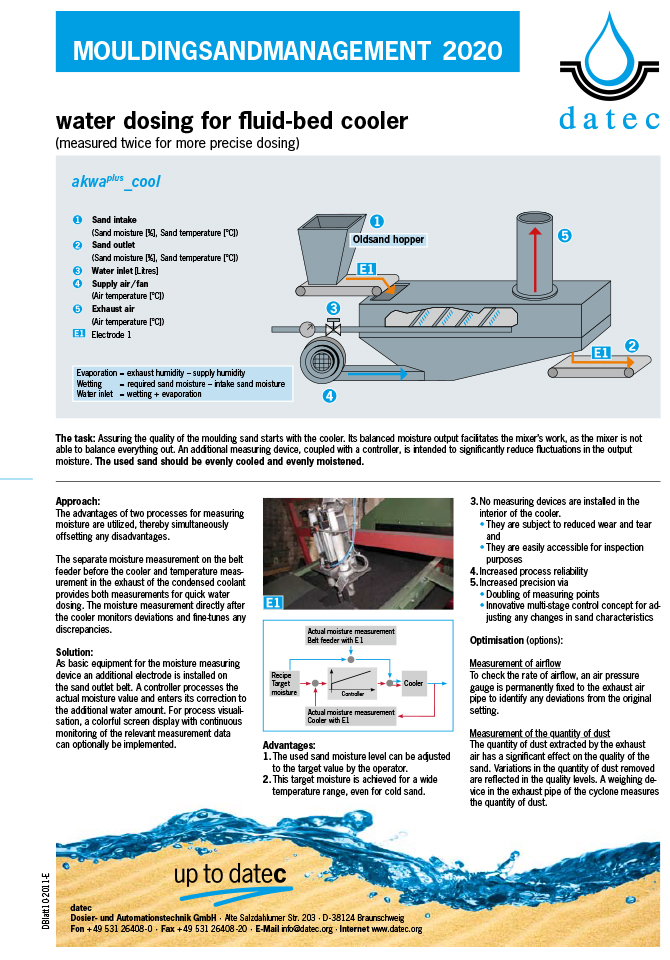
After a certain time, moulding sand will take on the temperature of the immediate surroundings. This simple cooling process takes too long in sand treatment. In just a few minutes, temperatures of far over 120 °C must be cooled to less than 40 °C for best results. This accelerated cooling process is achieved through the evaporation of larger quantities of water, since the physical process of phase transformation from a liquid to a gas requires a lot of energy. Water can evaporate in these large quantities only if there is sufficient additional air available. The air absorbs the evaporated water and transports it away. If there is not enough air, the water will not evaporate but will remain in liquid form within the sand, which then fails to cool down sufficiently. If too little water is added, the air will take the water, as at temperatures of over 40 °C it has a tendency to saturate to 100%. The sand will then come out of the cooler too dry.
A cooler control system must ensure the dosing of the correct water quantity to be able to cool the sand sufficiently and to bring the sand out of the cooler with a moisture level that lies within a tight range of tolerance (+/- 0.1 %). The operation of the cooler must also be simultaneously controlled in such a way that the same quantity of sand is brought into the mix-cooler and the retention time should also be approximately the same.
Approach
In the cooler, the thermal energy is extracted from the reclaimed sand by water evaporation.
For a control system for mixing coolers, two important tasks must be combined: The processes for operating the cooler and the adding of water for cooling the used sand itself must be aligned. Complementary measurement technology ensures that an even quantity of sand comes into the cooler and that it spends a consistent time there. Monitoring ensures that the cooler is operated within a permissible load range.
Solution
What is elementary are the factory settings and the project settings when the cooler is assembled. Correct dimensions regarding cooler volume size, motor power and air quantity as well as location (warm or cold surroundings), taking account of sand quantity and incoming temperatures, strongly influence the end result. It will no longer be possible to correct incorrect project settings and execution using mixing-cooler controls and / or water dosing.
The cooler is the most important assembly unit in sand treatment, as at this stage of preparation the sand is cooled, homogenised, wetted and also modified on the sieve line by having various fine particles removed. Not all changes are recognised, as they are not logged and displayed. For many, the cooler is a machine which emits noise and dust and that is noticed only when it is not working.
The cooler is very complex in the way it functions and leaves lasting traces in the sand. Monitoring and control is provided by comprehensive measurement technology. In this way, the temperatures of the incoming and outgoing air and the incoming and outgoing sand are logged on an ongoing basis. In addition, the moisture in the sand entering and leaving the cooler as well as the water quantity and air moisture in the supply air is documented. To avoid overfilling of the cooler, the motor power is recorded in order to control the degree of openness of the discharge flap. Monitoring a constant quantity of air takes place via static air pressure measurement in the supply air, in the cooler area and in the outlet air.
Within one hour, relevant data including target, measurement and monitoring values are documented 1000 times, in addition to the continuous measurement value display. If required, these documented values can be used retrospectively for detailed evaluations.
![]()