Form_Reg_Reaktiv –
The continuous cast-related recipe control in a continuous flow of used sand after the cooler

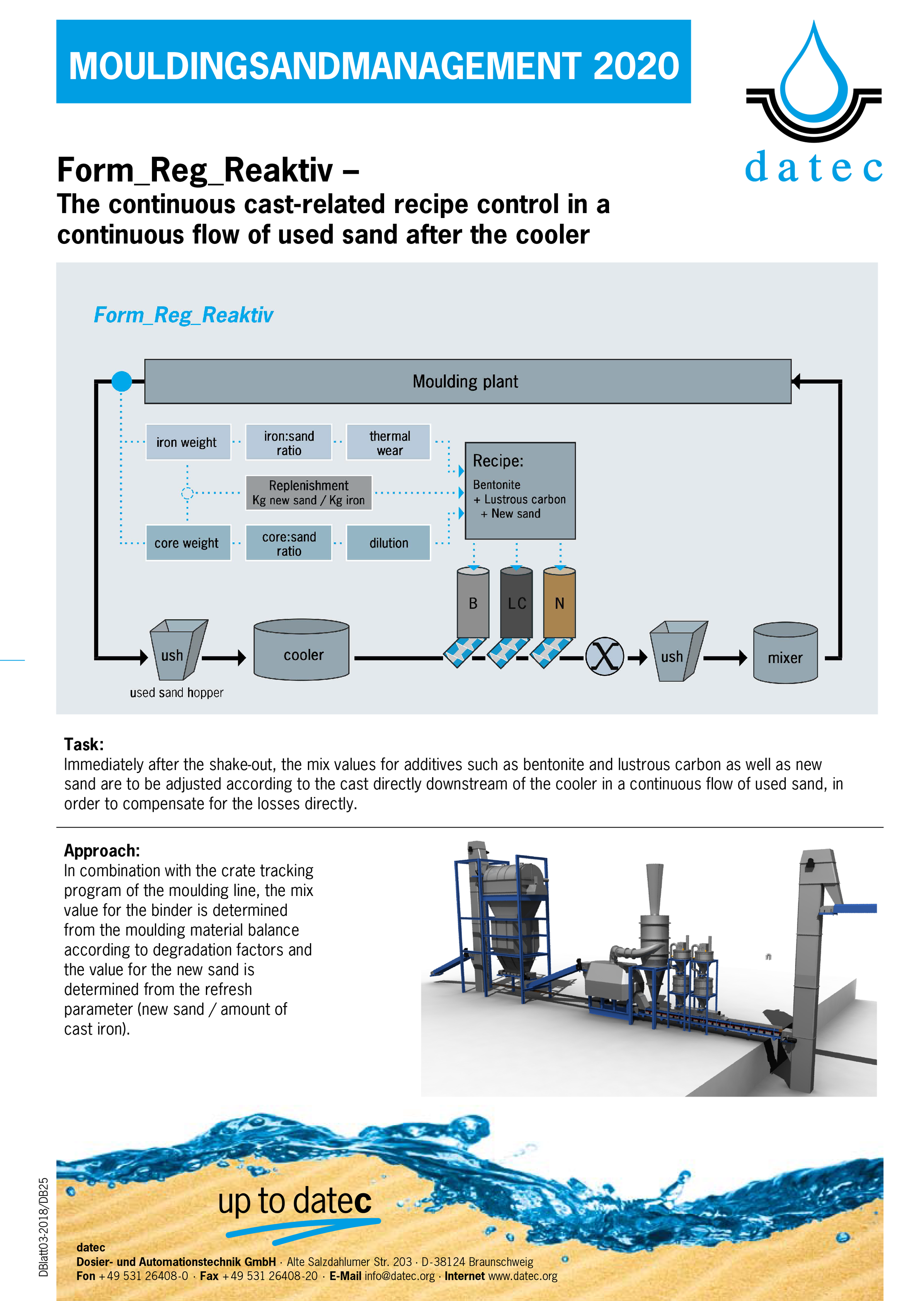
Task:
Immediately after the shake-out, the mix values for additives such as bentonite and lustrous carbon as well as new
sand are to be adjusted according to the cast directly downstream of the cooler in a continuous flow of used sand, in
order to compensate for the losses directly.
Approach:
In combination with the crate tracking program of the moulding line, the mix value for the binder is determined from the moulding material balance according to degradation factors and the value for the new sand is
determined from the refresh parameter (new sand / amount of cast iron).
Solution:
Continuously operating weight-controlled metering devices with daily bunkers are set up for each addition component directly after the cooler but before the used sand bunkers. Small metering outlets and a space-optimised agitator belt ensure simple mixing of the binding agents in the used sand flow.
The waste sand flow is continuously monitored in terms of weight of the flow volume in order to add the correct quantity of aggregate in proportion to the quantity of waste sand and in accordance with the quantity compensation specifications, as required.
With the help of degradation factors for bentonite and coal, the thermal degradation is determined by the amount of iron per sand quantity. The amount of core sand added shows the degree of dilution and thus the additional binder requirement.
The degradation factors for bentonite and coal are determined once from the moulding material balance over 30 working days and are continuously readjusted on the basis of the active clay values from the laboratory.
The model data coming in from the crate tracking program is entered into a shift register in order to process it correctly, taking into consideration the delay time after the cooler. The current status values of the last castings are processed for each quantity specification applied after the cooler.
The mix proposals, which are automatically sent to the weight-regulated control system, come from the Form_Reg moulding materials control program. In this way, the sands are brought to a uniform level in relation to the crate. The old sand can be refreshed slowly in the old sand bunker and processed hours later.
Advantages:
1. Significant reductions in large outlier values in moulding sand.
2. Safe adaptation of the mix quantities to the conditions on site.
3. Uniform composition of the sand.
4. Homogenous sand on the moulding line, which would be overloaded by a preventive control system.
5. Completely unmanned operation with automatic adaptation to the casting program.
6. Cost-effective instrument design, which can also be retrofitted.
7. Short installation times that do not require a long, complete shutdown of production.
More information about the continuous cast-related mix control