Kontinuierliche gussbezogene Bindemittelsteuerung
Form_Reg_Reaktiv – Bindemittelbedarfsbestimmung über die Verschleissfaktoren, gebildet aus der Formstoffbilanz

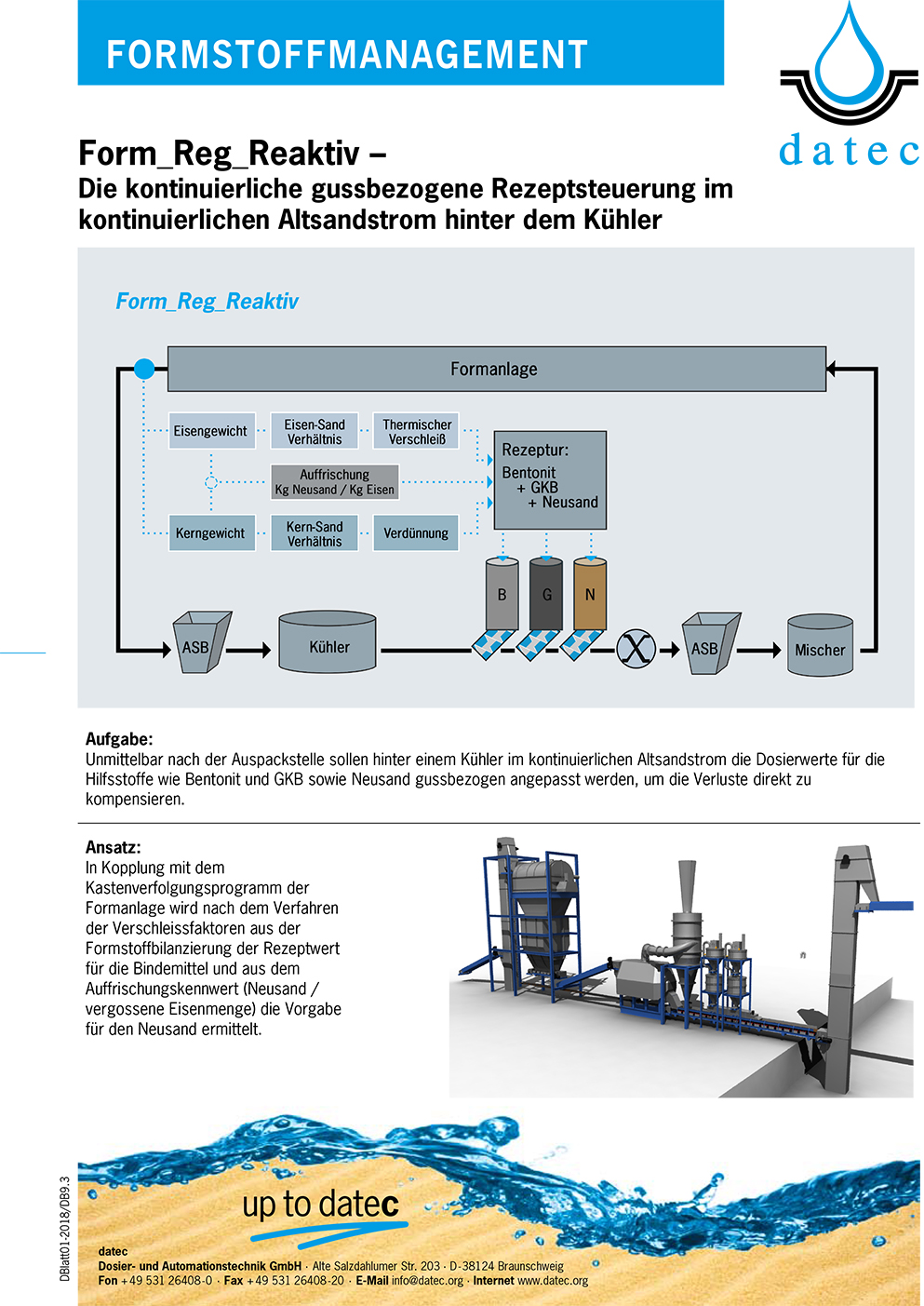
Aufgabe:
Unmittelbar nach der Auspackstelle sollen hinter einem Kühler im kontinuierlichen Altsandstrom die Dosierwerte für die Hilfsstoffe wie Bentonit und GKB sowie Neusand gussbezogen angepasst werden, um die Verluste direkt zu kompensieren.
Ansatz:
In Kopplung mit dem Kastenverfolgungsprogramm der Formanlage wird nach dem Verfahren der Verschleissfaktoren aus der Formstoffbilanzierung der Rezeptwert für die Bindemittel und aus dem Auffrischungskennwert (Neusand / vergossene Eisenmenge) die Vorgabe für den Neusand ermittelt.
Lösung:
Unmittelbar hinter dem Kühler, noch vor den Altsandbunkern werden pro Zugabekomponente kontinuierlich arbeitende Wägedosiereinrichtungen mit Tagesbunker aufgebaut. Kleine Dosierausläufe und ein platzoptimales Aufbandrührwerk sorgen für ein einfaches Untermischen der Bindemittel im Altsandstrom. Der Altsandstrom wird wägetechnisch als Mengenstrom kontinuierlich erfasst, um sowohl darauf bezogen die richtige Zuschlagstoffmenge mengenproportional zum Altsandstrom als auch bedarfsgerecht zu den Ausgleichsmengenvorgaben zuzudosieren. Mit Hilfe von Verschleißfaktoren für Bentonit und Kohle wird der thermische Verschleiß über die Eisenmenge pro Sandmenge bestimmt. Die zugelaufene Kernsandmenge zeigt das Maß der Verdünnung und somit den zusätzlichen Bindemittelbedarf.
Die Verschleißfaktoren für Bentonit und Kohle werden einmalig ermittelt aus der Formstoffbilanzierung über 30 Werktage ermittelt und werden fortlaufend auf der Basis der Aktivtonwerte aus dem Labor nachgeregelt. Die vom Kastenverfolgungsprogramm einlaufenden Modelldaten gelangen in ein Schieberegister, um sie zeitgerecht gemäß ihres Versatzes hinter dem Kühler richtig zu verarbeiten. Für jede hinter dem Kühler angesetzte Dosiervorgabe werden die aktuellen Zustandswerte der letzten Abgüsse verarbeitet.
Aus dem Formstoffregelprogramm Form_Reg kommen die Rezeptvorschläge, die automatisch an die Waagensteuerung gehen. So werden die Sande kastenbezogen auf ein einheitliches Level gebracht. Im Altsandbunker kann der Altsand in Ruhe aufgefrischt mauken und Stunden später weiter verarbeitet werden.
Vorteile:
1. Deutliche Verringerungen großer Ausreißerwerte im Formsand
2. sichere Anpassung der Rezeptur an die Verhältnisse vor Ort
3. gleichmäßige Zusammensetzung des Sandhaushaltes
4. gleichmäßiger Sand an der Formanlage, der durch eine vorbeugende Steuerung überladen wäre
5. komplett mannloser Betrieb mit automatischer Anpassung an das Gussprogramm
6. kostengünstiger apparativer Aufbau, der auch nachträglich eingebaut werden kann
7. kurze Einbauzeiten, die keinen langen, vollständigen Stillstand der Produktion benötigen
Setzen Sie sich gerne mit uns in Verbindung.
Schreiben Sie uns dazu entweder eine E-Mail an info@datec.org oder rufen Sie uns an unter 0531 / 26 40 80.
Weitere Informationen zum Thema Bindemittel-Steuerung finden Sie hier.
Mehr Informationen über die kontinuierliche gussbezogene Rezeptsteuerung