Messgeräte kalibrieren
Gehen wir von einer denkbar typischen Situation in einer Gießerei aus, wenn bei der täglichen Ausschussrunde als Gussfehler Schülpen / Ballenabrisse oder … festgestellt werden. Das sind typische Fehler, bei denen als Ursache ein metallurgisches Problem, ein Problem in der Formanlage oder auch der Sand es selber sein kann. Jeder Bereichsverantwortliche wird nun versuchen über seine Messwertaufzeichnungen den Nachweis zu erbringen, dass seine Anlage tiptop gelaufen ist.
In dieser Phase, wenn Messwerte diskutiert werden, schwebt immer die Frage über allem: sind die vorgelegten Messwerte zum Beispiel aus dem Sandlabor glaubwürdig? Bin ich als Verantwortlicher für die Sandaufbereitung selbst von den Messwerten überzeugt, egal ob sie im üblichen Arbeitsbereich liegen oder auch Ausreißer aufweisen? Sind dann gleichermaßen auch die Kollegen von den anderen Gewerken von der Glaubwürdigkeit dieser Messwerte überzeugt? Wird eine regelmäßige Kalibrierung aller „Prüfmittel“ (= Messgeräte) vorgenommen, lassen sich recht schnell misstrauische Bemerkungen vom Tisch fegen.
Es geht auch um die richtige Bewertung von Messwerten, wenn z. B. die Verdichtbarkeit immer konstant 47 % beträgt, aber gleichzeitig große Feuchteschwankungen dokumentiert werden. Welchem Messwert ist zu trauen und welche Konsequenz ist zu ziehen?
Viele Messgrößen und Messverfahren sind nicht so eindeutig aufgestellt wie eine Gewichts- oder Längenmessung. Ihre Überprüfungen gestalten sich als schwierig. Viele verzichten auf den richtigen absoluten Messwert – sie winken ab, weil sich mit dieser Einschränkung begnügen: „uns reicht eine Zahl, die sich wiederholend im üblichen Arbeitsbereich einstellt“. Damit ist keine Prozesssicherheit erreicht. Schon gar nicht, wenn es Ausreißer gibt. Auch diese abweichenden Messwerte müssen glaubwürdig sein, weil die Ursachen gefunden werden sollen. Fatal sind dann Fehlbeurteilungen, weil sog. Gutteile als Schrott eingestuft werden und dann auch noch falsche Managemententscheidung zur Folge haben.
Nicht ohne Grund wird immer wieder Messwerten ein gewisses Misstrauen entgegengebracht. Kontrolle und Pflege von Messgeräten, die womöglich mitten in der harten Produktion stehen, können Fehler aufweisen. Das ist nicht ausschließlich ein Problem der Sandaufbereitung. Nicht selten sieht man defekte Anzeigen z. B. von Luftdruckmanometer mit zerstörtem Anzeigenglas und festgeklemmtem Zeiger. Nicht ohne Grund wurde eine Prüfmittelverwaltung bereits für die in den 80er Jahren geschaffene Qualitätsmanagementnorm ISO 9000 ff aufgenommen. Dahinter steckt die Verpflichtung, alle sog. Prüfmittel zu erfassen und auf Notwendigkeit zum Kalibrieren einzustufen. Zusätzlich gibt es zahlreiche DIN und ISO-Vorschriften, in denen zahlreiche Vorgaben zu finden sind.
Es gibt somit kein Gesetz auf dieser Welt, was die Menschen oder Betriebe zwingen, jedes verwendete Messgerät zu kalibrieren.
Es geht nicht nur um den Aspekt „haargenaue Messung“ – das reicht nicht. Zur Prozessbeherrschung gehören festgelegte Vertrauensgrenzen, dargestellt durch Messwerte, die nachweislich reproduzierbar ermittelt werden und letztendlich durch ihren Messbereich, Messwertauflösung, Stabilität und Reproduzierbarkeit geeignet sind.
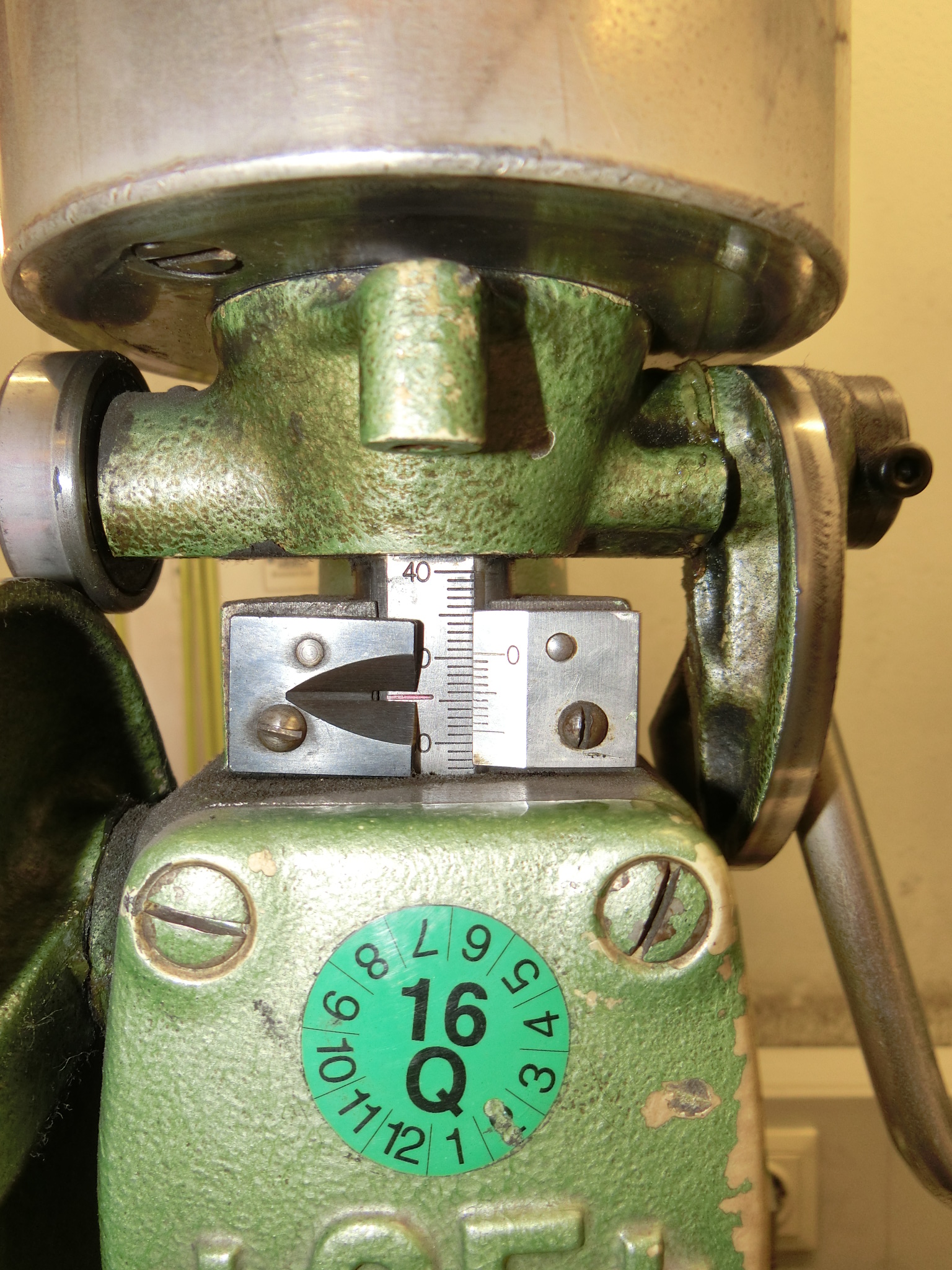
Für die Messung der Verdichtbarkeit sind in vielen Sandlaboren Geräte mit dem Rammstoßverfahren zu finden. Sie haben zum Ablesen der Verdichtbarkeit eine Millimeter-Skala. Mit entsprechenden Prüfkörpern, die verschiedene Längen = Verdichtbarkeiten repräsentieren, kann die Millimeter-Skala überprüft werden. Jedoch bedarf es zuvor einer Festlegung des üblichen Arbeitsbereiches, der Toleranzen für die Entscheidung i. O. bzw. n. i. O.
So kann eine Festlegung einen Messbereich zwischen 30 % und 50 % definieren; die Skala ist in Millimeter-Schritten vorgegeben. Somit können nur ganzzahlige Zahlen erfasst werden und keine Werte hinter dem Komma.
Die Kalibrierung erfolgt immer mit „Prüfmitteln“ oder „Prüfkörpern“, die selbst mit einem höherwertigen Normal kalibriert wurden. Dabei gilt das Prinzip der „Rückführbarkeit der Messergebnisse auf nationale Normen“, was den „anerkannten Regeln der Technik“ entspricht. Nicht jeder kann mit seinem Zollstock nach Paris zur Überprüfung am Urmeter fahren. Hinter dem „höchsten“ Normal, in Deutschland aufbewahrt bei der PTB als oberste Messbehörde, baut sich eine Pyramide kalibrierter Normale auf, die sich alle bei ihrer Kalibrierung auf das nationale Normal beziehen.
Übrigens die nationalen Institute vergleichen sich auch wiederum mit viel Aufwand untereinander, weil auch auf internationaler Ebene die Gleichheit sichergestellt werden soll. Die globalisierte Produktion mit ihren wachsenden Genauigkeitsansprüchen verlangt diesen Aufwand. In China soll ein Gegenstand das gleiche Messergebnis wie in Deutschland aufweisen.
Die Messungen der Verdichtbarkeit ist eine Längenmessung, wobei für diese Messung beim Gießereisand eine Hülse von 100 mm Höhe verwendet wird. In der einfachen Messwertübertragung bedeuten dann 1 mm = 1 % Verdichtbarkeit. Bei einer Kalibrierung wird nicht die Verdichtbarkeitsmessung betrachtet. Es wird nicht der gesamte Messvorgang der Probenaufbereitung, die Befüllung der Hülse etc. kontrolliert und verglichen. Es wird nur die Längenmessung verglichen.
Die Motivation für eine Kalibrierung eines Messgerätes oder einer Maßverkörperung ist, festzustellen, wie groß eine Abweichung ist. Das erfolgt über einen Vergleich an einem Prüfkörper.
Zweckmäßiger Weise werden Prüfkörper eingesetzt, die im Arbeitsbereich liegen. Die Werte 0 und 100 % sind nicht unbedingt nötig, aber sie sind einfach zu erhalten.
Letztendlich ist die Rückführbarkeit auf das Normal bedeutsam; gemeint ist das Normal der nationalen Messbehörde, in Deutschland die PTB (Physikalisch Technische Bundesanstalt) in Braunschweig. Sämtliche Maßverkörperungen beziehen sich auf dieses Normal und es lassen sich ununterbrochen die Messketten über Zertifikate von akkreditierten Messlaboren nachweisen.
Ein zweiter unerlässlicher Schritt neben dem Vergleich ist die Berücksichtigung der ermittelten Abweichung bei der anschließenden Benutzung der ermittelten Abweichung. Es ist die Messunsicherheit als Wertebereich, innerhalb dessen der wahre Wert der Messgröße mit einer anzugebenden Wahrscheinlichkeit liegt.
Wird bei einem Messgerät eine zu große Abweichung festgestellt, dann muss eine Justage vorgenommen werden, wenn dieses Messgerät nicht außer Dienst gestellt werden soll. Nach dieser Justage ist zwingend eine neue Kalibrierung erforderlich.
Der Unterschied bewegt sich auf zwei Ebenen. Zum einen ist der messtechnische Unterschied bedeutsam – eichen ist aufwendiger und lässt sich nicht für jede Messgröße umsetzten. Weiterhin gibt es ein Mess- und Eichgesetz, dass viele Vorgaben zur Eichung vornimmt (Gesetz über das Inverkehrbringen und die Bereitstellung von Messgeräten auf dem Markt, ihre Verwendung und Eichung sowie über Fertigpackungen).
Bei der Eichung geht es nicht nur um die Genauigkeit eines Messgerätes sondern um den Betrugs- und Manipulationsschutz. Typisches Beispiel hierfür ist die Waage für den Warenverkehr, wenn der Preis sich nach dem Gewicht richtet. Gewichte dürfen nicht zu Ungunsten des Käufers manipuliert werden, daher sind eichfähige Waagen auch versiegelt. Für den Einsatz innerbetrieblicher Waagen ist eine Eichung nicht zwingend notwendig, sondern eine Kalibrierung ist ausreichend, obwohl die zuständigen Stellen und / oder Firmen gerne die teurere Prüfvariante verkaufen wollen.
Eine Eichung kann nur an speziell zugelassenen Geräten vorgenommen werden (Bauartzulassung) und ist ein hoheitlicher Vorgang, der nur von einer staatlichen Stelle, dem Eichamt vorgenommen werden darf.
Die Kalibrierung hängt deutlich tiefer. Sie ist die Ermittlung von Abweichungen durch Vergleich und ihrer „Unsicherheiten“ und findet im wissenschaftlichen und industriellen Umfeld Anwendung.
Bei der Eichung werden geeichte Prüfkörper, z. B. Gewichte verwendet, was bei einer Kalibrierung nicht nötig ist. Deswegen kann auch nicht jede Messgröße geeicht werden. Die Materialfeuchtemessung ist ein typisches Beispiel. Zu viele gravierende Einflussfaktoren beeinflussen das Messergebnis. Ein Normal in der Form als „Urschwämmchen“ ist bislang nicht definiert und auch bei keiner nationalen Messbehörde hinterlegt. Selbst eine Kalibrierung des Feuchtemesswertes selbst ist nicht möglich. Aber ein Abgleich durch Kennlinieneinstellung oder andere Eingriffsverfahren sind zulässig.
Der Weg zur Kalibrierung ist indirekt, weil die verwendete Messgröße für die Feuchtemessung ein elektrisches Signal ist, welches interpretiert wird. Über Kennlinien können diese elektrischen Signale einem, aus dem Labor ermittelten, Feuchtewert zugeordnet werden. Demzufolge wird das elektrische Signal gleich welcher Art einer Kalibrierung unterzogen.
Die Messmittelfähigkeit ist ein Prüf- und auch ein Nachweisverfahren für Messgeräte. Diese Verfahren wurden in der Automobilindustrie entwickelt und Anfang 2000 begonnen umzusetzen. So wie das enthalte Wort Fähigkeit es besagt, werden eindeutige Kriterien formuliert, wie ein eingesetztes Messgerät seine Fähigkeit beweist. Eine Kernangabe ist die gewünschte Toleranz in der Messwertanzeige und die sich daraus ergebende Auflösung der Messwertanzeige. Wenn die Toleranz 10 g für das zumessende Gewicht beträgt, dann kann die Auflösung nicht 100 g sein. In den allgemeinen Vorgaben wird von 5 % der Toleranzgröße gesprochen, also ist mindestens eine Auflösung von 0,5 g nötig.
Die Prüfprozedur umfasst zwei wesentliche Kriterien, wie stabil und gleichmäßig sind die Messwerte in einer Messreihe von 50 Proben. Weiterhin: wie groß ist die Abweichung des Mittelwertes vom kalibrierten Messwert des verwendeten Prüfkörpers. Diese Größen werden über statistische Bestimmungsgleichungen verknüpft und als Kennwert darstellt.